Sistema de controle automático de nível líquido de molde de fundição contínua MLC-V235 Empresarial
1 week ago - Classificados e Serviços - São Paulo - 27 visitasR$ --
概述:
结晶器内钢水液位的自动控制是连铸生产的主要技术之一。保证了连铸机的安全生产,减轻了工人的劳动强度,提高了生产效率,提高了铸件质量和产量。减少连铸坯的溢钢和漏钢事故,对于提高钢铁行业和连铸的管理水平十分重要。
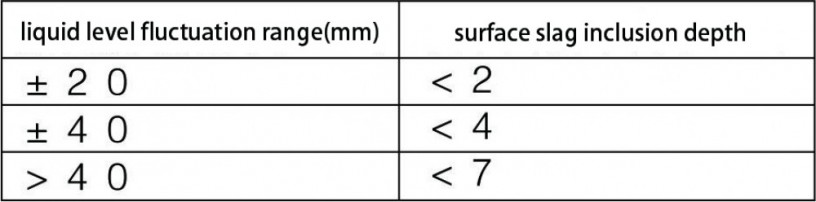
钢水倒入结晶器时,为避免溢出,必须保持钢水液面稳定,否则在浇注过程中,液面波动较大,夹渣被包住,形成皮下夹渣。铸坯表面存在夹杂物,影响铸坯质量经试验表明,液位波动与铸坯皮下夹杂物深度的关系如下:
经验表明,液面波动在±10毫米以内,即可消除皮下夹渣。同时,如果液面波动>10mm,铸坯表面纵向裂纹的发生率为30%。这意味着液位的波动直接影响铸坯的表面质量。
系统原理:
涡流铸钢液位计是该系统的关键。涡流铸钢液位测量系统运行可靠,具有优良的性能:耐高温、抗干扰能力强、动态响应快(延迟时间<0.10s)、检测精度高(<±0.5mm)、测量范围大(0 -150mm),所选电磁场频率保证液位检测探头仅检测结晶器液位变化,不检测保护渣或钢渣层。该系统具有操作简单、辐射防护无故障等优点。该系统对吹氩不敏感,其传感器可以安装在车辆或经销商平台上。
传感器在使用过程中通过压缩空气进行冷却。
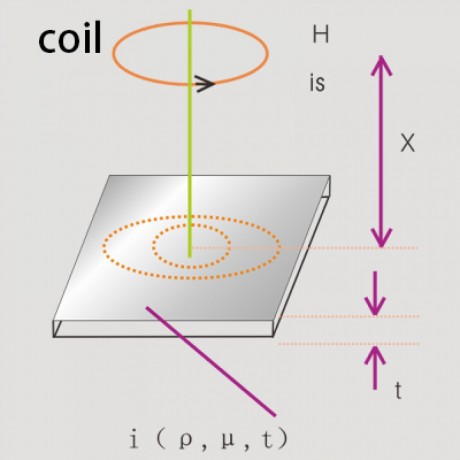
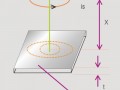
原理如图:
高频励磁线圈安装在结晶器内钢水表面上方。它产生的高频磁场在钢水表面感应出涡流,形成磁场。高频线圈产生的磁场,高频线圈的阻抗发生变化时,线圈阻抗发生变化时,线圈的材料和结构、钢种、温度等都会变化。保持不变,它只有一个单值函数。与钢水液位高度的关系只要检测高频线圈阻抗的变化即可换算。结晶器内钢水液面位置的变化。
系统组成:
连铸结晶器液位自动控制系统由涡流铸钢液位计、控制器和调节分配器盖杆开度的数字执行器组成。
结晶器自动液位控制系统的传感端为电涡流位移传感器,利用通电线圈与金属导体之间的涡流互感效应进行距离检测。电涡流传感器的有效信号经结晶器②液位计电路放大、线性化,将结晶器钢水液位0-150mm的变化转换成标准的4-20mA.DC信号,传输出去到③控制计算机完成数据处理和系统控制功能还可以通过④现场操作显示控制面板手动或自动控制执行机构,⑤执行机构控制开度(止动杆)实现自动控制钢水液位。
1个电涡流传感器;
2 结晶液位计;
3、控制电脑;
4 具有现场操作显示的控制面板;
5个数字执行器;
系统控制原理:
该系统可配置为四种控制模式:自动、半自动、手动和电动离合器。自动模式采用钢水液位闭环控制系统,通过数字执行器控制塞杆的开度;半自动方式是利用开度调节器通过数字手动设定塞杆的开度;执行器使用打开和关闭机构来手动设置塞杆的开度。按钮直接控制止动杆的开度;手术。
系统功能还包括:钢水高度显示和记录、水口开度和钢水高度拉速设定、钢水高度水口开度极限报警等。
控制系统除了检测钢水液位高度作为控制系统的主要反馈信号外,还考虑了对液位控制产生影响的各种干扰因素。这些干扰因素包括:
1、塞杆熔化后流量特性变化对控制系统的影响。
2、分配器内钢水重量变化对控制系统的影响
3、连铸机拉速变化对控制系统的影响
4、结晶器宽度变化(可调结晶器宽度)对控制系统的影响
5、结晶器振动频率和振幅变化对钢水液位计的影响
功能及软件实现:
为了克服上述干扰,结晶器的液位控制策略采用PID控制,并在PID控制的基础上引入自适应修正和前馈控制,形成先进的控制系统。以液位控制为主回路,并具有主回路控制器比例增益、根据结晶器宽度变化的自适应修正和浇注速度前馈补偿,进一步减少和消除结晶器宽度和浇注液速度变化带来的影响。水平波动。
为了减少限位杆的频繁动作,系统改变了控制器的积分时间。当钢水液面高度波动时,自动选择较长的积分时间。选择较短的积分时间,从而抑制因光阑频繁运动而引起的被控对象的波动。
针对结晶器振动频率和振幅变化的干扰,在铸钢液位计的信号处理中增加适当的滤波环节来克服干扰,并采用振动频率同步滤波器进行处理滤波。
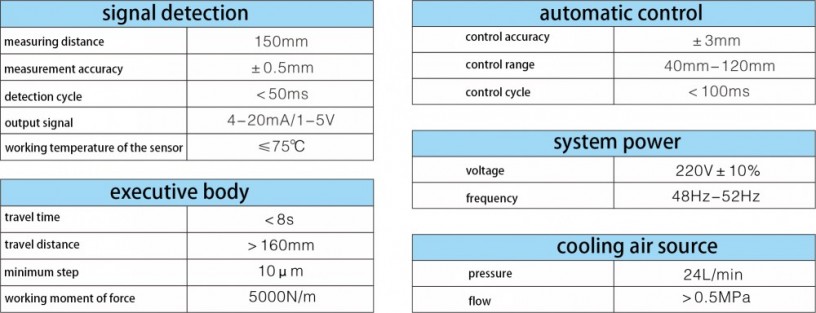
测量距离:150mm
测量精度:±0.5mm
检测周期:<50ms
输出信号:4-20ma/1-5v
传感器工作温度:s75C
控制精度:±3mm
控制范围:40mm-120mm
控制周期:<100ms
行程时间:8秒
行程距离:>160mm
最小步长:10μm
工作扭矩:5000N/m
武汉中兴测控工程有限公司
更多信息,请联系
sales@whzfy.com
wuhancenterrise@gmail.com